
 强国战略。这是我国实施制造强国战略第一个十年的行动纲领,以推进智能制造为主攻方向,以满足经济社会发展和国防建设对重大技术装备的需求为目标,实现制造业由大变强的历史跨越。计划实施以来极大促进了我国制造业的转型升级和国际竞争力,引起了世界各国的高度关注。
强国战略。这是我国实施制造强国战略第一个十年的行动纲领,以推进智能制造为主攻方向,以满足经济社会发展和国防建设对重大技术装备的需求为目标,实现制造业由大变强的历史跨越。计划实施以来极大促进了我国制造业的转型升级和国际竞争力,引起了世界各国的高度关注。
智能制造的本质就是让彼此关联的数据发挥大脑价值,实现下游推动上游的柔性生产链条。它主要有感知层、网络层、执行层、应用层组成。传感层是支撑智能制造的基础。智能制造的特征就是将传感器及智能决策软件与装备集成,实现感知、分析、推理、决策、控制功能,使工艺能适应制造环境变化。
制造业主要是采用工业化流水线式的生产方式,它具有以下特点:连续不中断、生产节奏快、自动化操作、生产效率高。它对产品生产过程中各项工艺参数的监测也提出了更高要求:在线动态实时监测、非接触式(最优)、具有一定的监测精度、环境适应性强(恶劣环境)。众所周知激光具有单色性好、方向性好、相干性好的特点,因此采用激光技术的精密测量设备,恰恰具备以下优势:非接触式测量,不影响被测物体的运动,精度高、测量范围大、检测时间短,具有很高的空间分辨率。正因为如此,激光测量技术在冶金、汽车生产、装备制造等领域的应用越来越广泛。
钢铁行业在积极化解过剩产能的基础上加快推进钢铁行业转型升级,当前的重点就是加快智能制造发展,即借助智能制造技术,转变生产管理模式,实现敏捷制造和精细化管理,进而推动钢铁行业的转型升级。智能制造是制造业未来发展的重大趋势,也是当前钢铁行业转型升级、提质增效的重要着力点。在2015年工信部发布的《2015年智能制造试点示范专项行动实施方案》,钢铁行业就已被列入工信部的智能制造试点范围。一些大型钢厂将智能制造分成“3+1”模式,即“智能装备、智能工厂、智能互联和基础设施”,进行探索和实施。而钢铁制造全流程在线检测—监测技术是首先要解决的基础问题。下面以冶金行业为例,介绍激光测量技术在冶金智能制造领域的应用。
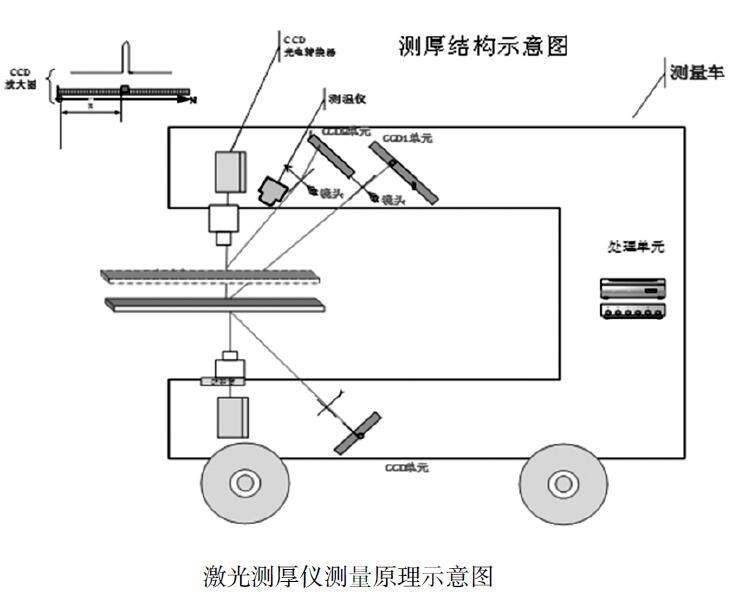
一、激光高精度板材测厚、测宽、测长
激光测厚仪的工作原理是基于三角测量的原理。上下两组激光发射系统将光斑分别投射到钢板的上、下表面。光学接收系统将照射到目标板上的光斑漫反射光成像于线阵CCD上。CCD将像点光信号转换为电信号测出其像点的位置。当被测物体沿着法线方向移动时,其表面上光斑会随着相对物镜的位置变化而发生改变,相应地,像点在光敏器件CCD上的位置也要发生变化,精确地测量像点在CCD上的位移,就可以得到被测物体的位移量。由于是绝对测量,所以采用激光上下表面双三角法。通过电路处理初步计算出钢板上下表面的实时位置值,该数值通过通讯接口传到上位机,然后将上下表面位置数据进行相关数学模型运算,即可计算出测量的钢板瞬时厚度测量值H。从测量原理可以看出,此方法的突出优点是所测得的钢板厚度值与被测物的材质、温度和标准值无关;采用上下对称测量可以自动消除由于被测物的跳动、弯曲和振动所引入的测量误差,从而大大提高了动态测量的准确度。中厚板材测宽、测长的基本测量原理与激光测厚仪基本相同。
二、激光测速测长
激光多普勒测长测速仪(LDV: Laser Doppler Velocimetry),应用了多普勒效应,利用激光的高相干性和高能量测量流体或固体流速,它具有线性特性与非接触测量的优点,精度高、动态响应快。
其基本工作原理是两束同源激光在测量区域相交后,干涉产生一个条纹立体空间,取被测物经过的截面,在该区域内,形成明暗交错的条纹带。条纹间隔为d,该值由激光波长λ及两束激光间的半角k决定,d = λ/(2*sin k) 。被测量钢板经过该区域的条纹带时,钢板表面将产生明暗交错的漫反射光信号,该信号被仪表的光电探测器转化为一定频率的电信号,该信号的频率与被测钢板的运动速度相关。
目前在冶金行业应用较多的是德国Polytec公司生产的LVS-300型激光测速测长仪。该设备采用激光外差技术,精确测量速度和长度,不管被测钢板处于向前、向后或静止状态在都可进行测量。
其主要技术指标:
最大速度范围 2500m/min,
精度是测量值的 0.05%,
测量值输出速率可达 1024次/秒,
安装距离可以是 500mm或900mm。
三、激光板材三维尺寸测量
传统作业中,对钢板三维尺寸的检验仅仅靠人工卡量。随着中厚板生产线生产能力的提高,带了新的挑战:工人劳动强度大幅增加、且很难适应生产节奏的要求;测量数据的精度和可靠性难以保证;不利于生产数据的自动化管理。因此需要对钢板检验手段更新,第一可以提高检测效率,第二可以使生产数据及时进入生产管理网络,最终可以实现报表的自動管理、输出。钢板的外形三维尺寸检测是钢板的最基本检测,首先需要实现自动化测量。国内厂家中河南省中原光电测控技术公司,研制开发了新一代的钢板三维尺寸测量系统。该系统采用该系统主要由激光测厚仪、激光测宽、激光测长仪、激光测速仪等综合应用组成。
该系统可以连续、在线、实时、自动测量钢板厚度、宽度、速度、长度值;并通过计算机信息处理在融合以上测量数据的基础上,对钢板的三维轮廓形状进行分析求出钢板的多种尺寸,包括:厚度、宽度、长度、镰刀弯、对角线、切斜量、纵横向同板差等。系统可以自动记录测量日期、班次、钢板序号、长、宽、厚测量值及曲线,钢板斜切对角线、镰刀弯等,并提供尺寸测量数据库,可存储每块钢板的长、宽、厚的极大值、极小值和平均值,以供通过网络查询和进行技术与质量分析。
系统的主要技术指标如下:
厚度测量范围:6~100mm
厚度测量精度:≤±0.04mm(离线)、≤±0.05mm(在线)
宽度测量范围:1.5~3.2m
宽度测量精度:≤±0.5mm
长度测量范围:4~18m
长度测量精度:≤±3mm
最小可测镰刀弯:5mm/12m
对角线测量精度:≤±5mm
四、激光板材平直度测量
钢板板形是钢板质量控制的一项重要内容,而平直度是板形检测的一个重要指标。钢板在轧制过程中,通过轧机辊缝时,沿宽度方向各点的压下率不均,导致钢板内部沿宽度方向各纤维的延伸存在差异,这种纤维的不均匀延伸积累到一定程度时,就会在钢板表面产生表观可见的浪形,如钢板的瓢曲、波浪、翘曲。
目前冷轧和热轧生产线中广泛应用的板型仪大多是由国外引进的。冷轧应用的大多是接触式检测仪,包括瑞典ABB公司的分段式板形检测装置和英国DAVY公司的空气轴承式检测辊板型仪。热轧生产线基本采用的是非接触式光学检测板型仪,主要有比利时冶金研究中心的光学式热轧板形检测仪和日本住友公司的光截面法板形检测仪。国内有关单位提出了一种直线型激光板形检测系统。其设计原理是在与板材运动方向平行和垂直的两个方向分别放置多个直线型激光发射器,向板材表面发射多束激光线,在板材表面形成综合交错的多道激光线,并形成多个激光交汇光点。在这些激光交汇点上方安装多部面阵CCD摄像机对纵向和横向激光发射器在板材表面形成的激光线和激光交汇光点成像,经过图像处理系统进行图像采集和处理,提取图像中的特征曲线和交汇点像素位置进行分析解算,就可以得到板材的平直度信息。
激光板形检测装置在原理和结构方面较其它板形检测装置有很大的优势。它采用连续测量方式,并且避免了带钢振动而引起的测量误差。它取代了人工测量的传统办法,减少了测量时间和劳动强度,提高了安全性。特别是直线型激光板形检测装置测量精度,明显高于其它装置,并且便于维护使用,应用前景良好。
五、激光扫描高炉炉衬壁厚测量
转炉炉衬是铺设在转炉内部的高温材料砖,对于转炉起着隔热保护的作用。准确及时地掌握转炉炉衬厚度对于生产的安全进行以及炉龄的提高都有着重要的作用。早期采用的测量方法有热电偶法、热流计法、红外线测温法等,但都因受炉衬耐火材料导热性变化影响,测试精度不高。
随着激光技术的广泛应用,结合激光测距和自动测控技术的激光扫描转炉炉衬壁厚测量系统,已经得到了应用,取得了较好的使用效果。系统可对炉衬内表面进行逐点扫描,测量炉衬内表面高度起伏,从而掌握炉衬受侵蚀情况的情况。该系统主要由激光测量头、扫描运动机构、距离测量单元、控制及解算计算机组成。其中激光测量头安装在扫描运动机构上,可随之转动,它包含激光发射和接收光学系统、瞄准激光和光学望远镜等;扫描运动机构包含水平和垂直两自由度运动机构、伺服电机、驱动器及高精度轴编码器等;距离测量单元完成激光器工作控制及测量头与转炉炉衬之间距离测量;控制及解算计算机实现扫描机构的运动控制和炉衬厚度解算。系统进行测量时通过控制计算机控制激光测量头发射点激光,并控制扫描运动机构按照预定轨迹运动,发射激光通过转炉炉口落到炉衬被测量点上,经反射被光学接收系统接收,由测距单元计算出测量头与测量点之间的距离,计算机实时获取被测量点的空间极坐标数据(距离,水平角,垂直角),经过测量数学模型和与标定的炉衬数据就可计算出转炉内衬的壁厚或变化量。
激光测距有脉冲式和相位式2种,其中脉冲式比较常用。但相位法测距精度最高,其测距精度一般可以达到±1~2厘米,有的达到毫米甚至零点几毫米。相位法测距要求发射经调制的连续光波,因此发射的瞬时功率不可能很大,测程相对较短。在炉衬测量中,测量系统距离高炉的距离不超过10m,在相位测量中不需要确定半波个数,因此非常适合于炉衬测厚应用。
冶金行业使用的炉衬测厚系统早期主要由国外公司垄断,代表厂家有芬兰珉泰克公司的LR2000 Delta CCS型激光炉衬测厚仪。近些年,国内在该领域发展较快,多家企业如武汉纬度科技有限公司、湖南镭目公司等的产品已在多家钢铁企业推广应用。
六、国内激光测设备在制造业应用需进一步提高的几个方面
激光测量技术由于其具备的多种技术优势,在制造业得到了越来越多的应用,国内生产厂商的技术水平与产品性能也在逐步提高。但与国外同类设备和产品相比,还存在一定差距。个人认为还需要在以下几方面进一步发展提高,以进一步满足智能制造的要求:
(1)进一步提高产品的环境适应性。工业生产环境多样,光学测量设备作为精密测量产品易受背景光、温湿度、振动等工况条件的影响,因此在设备防护、抗形变、抗干扰等方面需进一步加强设计。
(2)进一步优化产品结构设计和安装操作便利性。国外激光测量设备光机电集成一体化设计水平较高。大型测量设备普遍采用模块化设计,小型测量传感器体积小、便于在线安装、调试和维护。国内设备在此方面还需完善提高。
(3)进一步提高设备的智能化水平。激光测量作为一种高精度非接触式测量手段,专业技术性较强。在设备定标、误差修正、故障自诊断、自适应参数设置等方面应通过信息处理和软件分析等方法,提高产品的智能化程度,以降低对工厂使用人员的专业技术要求并简化操作维护难度。
(4)提高产品的系列化、专业化水平,并在保证性能的前提下,降低生产成本和销售价格,以进一步提高市场竞争力。
【参考文献】
[1] 朱正德,刘攀.智能制造检测技术的特点和发展跟踪. 汽车工艺师,2017年第7期.
[2] 邱芳.激光测速仪在宽厚板定尺剪长度测量中的运用.传感器世界 ,2014.05.
[3] 陈丽娟,韩斌,谭文,阮安甫,汪水泽.带钢板形检测与控制技术现状及趋.轧钢,2012 年 8 月·第 29 卷·第 4 期.
[4] 刘泉,朱轶文,杨亚莉.炼钢转炉炉衬激光测厚系统设计与研究.武汉理工大学学报, v 0 1.2 3 N o .12.
[5] 郑启光.激光先进制造技術.维普资讯http://.
[6] 梁娟,张响,赵泽东,胡庆利,刘曙光.激光测厚技术在1 50 t转炉内衬维护中的应用.河北冶,全总第234 期20 15年第6期.
[7] 黄燕.激光炉衬测厚过程中的准确度保证措施.梅山科技,2009 年第 6 期.
[8] 王军红,江虹,毛久兵.一种提高激光三角法薄板在线厚度测量精度的方法,2011.
[9] 黄战华,蔡怀宇.三角法激光测量系统的误差分析及消除方法.光电工程,2002.
[10] 李芳红,马文莉.空间测量激光跟踪仪在炼钢工艺检测中的应用.现代制造技术与装备,2007第5期总第180期.
[11] 苟继军,徐科.一种基于激光点阵的板形测量新方法.机械工程与自动化,第 6 期 (总第 145 期) 2007 年 12 月.